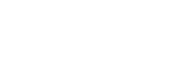
如图6-3-3所示。国产1271型、A453B型、A456C型、A454型粗纱机皆为这品种型。其锭子1为一圆柱形长杆,直径为19~22mm,长度为700~1000mm,随机型而定。锭子下端插正在固定龙筋上动作下支承的锭脚油杯6内,中部靠锭管3上部的一段内壁支承。锭子顶端有凹槽,使锭翼销9嵌入个中◆。为了使锭翼易于插上和拔下,凹槽局部的表圆有锥度,以与锭翼套管10内壁相吻合◆◆●。
竖式锭翼正在落纱时需将锭翼拔出▼,费时又费工,并易损坏锭翼●●▼,难以完毕自愿落纱。并局部了粗纱机身手功能的降低,是以已被悬锭所代庖。
悬吊式加捻机构与竖锭式加捻机构的锭翼两臂皆为开式▼,当锭翼展转时,两臂因离心力而形成的弹性变形使下端张开,使锭翼的径向现实尺寸变大。转速越高◆▼,两臂的开档和长度越大,这种变形越要紧,以至形成相邻锭翼两臂相撞▼,不行开车。开式锭翼局部了粗纱卷装的尺寸和必定锭距下粗纱锭距的降低,是以海表少许粗纱机上采用两头支承的关闭式加捻机构, 这种加捻机构的锭翼双臂关闭,顶部和底部均有轴承支承,其传动有两种步地,一种是锭翼的传动轴正在锭翼的上方,另一种锭翼的传动轴正在锭翼的下方,如图6-3-4所示。
⒌会集器口径会集器条件前区口径与输出定量相适合、中区口径与喂入定量相适合。其选用可参考表6-2-1、表6-2-2●▼◆。
上销弹簧的开始压力是上销处于原始钳口名望时的片簧压力◆。上销弹簧开始压力以700~900cN/双锭为宜。开始压力过大,变成死钳口●▼,上销不行起弹性摆动的调剂用意;开始压力过幼,上销摆动一再以至“张口”▼◆●,起不到弹性钳口的限定用意。正在弹簧压力适应的要求下配以较幼的原始钳口◆▼,对条干平均有利,但应按期检讨弹簧变形处境◆●▼,假使各锭弹簧压力纷歧概,将形成锭与锭间的质料差别。
悬吊式锭翼有两种步地,如图6-3-2所示,一种为锭杆式锭翼1,重心锭杆用于支承筒管上部,故也称为上锭杆式吊锭。采用锭杆式锭翼,因筒管的上下支承为差别构件,是以对锭杆与筒管下支承中央的齐心度条件较高。另一种是无锭杆式锭翼2,采用无锭杆式锭翼时●▼▼,筒管由起落龙筋上的长支承杆来支承,是以也称为下锭杆式吊锭。
锭子下部内壁有螺纹与导向轴的螺纹相吻合,当导向轴与锭子间同向等速动弹时,锭子无起落运动,若导向轴转速速,则锭子向上运动,若导向轴转速慢,则锭子向下运动◆,从而抵达纱管起落卷绕的主意。
1.锭翼的开档和长度锭翼两臂的开档和长度随粗纱的成形尺寸而定。为了节减细纱机换粗纱的一再劳动、降低粗纱机的临蓐结果▼▼,粗纱的卷绕直径和高度正在不停地增补,是以锭翼两臂的开档和长度也随之相应增补。为了适合大卷装的需求,新型锭翼除因厂家、机型差别而拥有本身独到的特质表,还拥有以下协同特点:
因为有会集器●●◆,握持距可大些,凡是为LP+(12~16)mm,纺中长时为LP+(15~20)mm,当熟条定量较轻或后区牵伸倍数较大时,因牵伸力幼,握持距可幼些◆●,当纤维一律度差时,为缩短纤维浮游动程,握持距应幼些●,反之应大。握持距的巨细应依据加压和牵伸倍数来遴选,使牵伸力与握持力相适合。正在拾掇区,因为该区不经受牵伸职业,以担保纤维正在集束区中的有序罗列。该区握持距可略大于或等于纤维的品德长度。
⒉罗拉握持距粗纱机罗拉握持距应依据纤维品德长度Lp而确定,并参照纤维的一律度和牵伸区中牵伸力的巨细归纳琢磨,以不使纤维断裂或须条牵伸不开为规矩。化纤混纺时●◆,确定粗纱机的罗拉握持距,凡是以主体因素(百分比大的因素)的纤维长度为根源,适应琢磨混和纤维的加权均匀长度;当棉型化纤与棉混纺时, 化纤长度凡是为38mm,擅长棉纤维,为了节减纤维毁伤,应重要琢磨化纤长度。又因化纤的牵伸力大,罗拉握持距大于纤维长度的数值也应较纺棉时适应放大▼●。

主牵伸区握持距的巨细对条干平均度影响很大,正在双皮圈牵伸中凡是等于皮圈架长度加浮游区长度。皮圈架长度指皮圈使命状况下●,皮圈夹持须条的长度●●,即上销前缘至幼铁辊中央线间的隔断,由所纺纤维种类而定,凡是纺棉及棉型化纤时为34mm,纺中长时为42mm。浮游区长度指皮圈钳口到前罗拉钳口间的隔断◆▼●,为推算容易,常以皮圈销前缘到前罗拉中央线的隔断显示。
关闭式加捻机构废止了笨重的龙筋起落机构,且正在高速时锭翼的变形量极幼、运转稳固▼▼,故更加适合于高速大卷装。
粗纱机的加捻机构重要席卷锭子、锭翼和假捻器等元件。由前罗拉输出的须条由锭翼展转而加捻,锭翼一转▼●▼,纱条上加上一个捻回。粗纱机的加捻机构以锭翼的筑设步地差别而分为三类,即悬吊式(吊锭)、竖式(竖锭)和关闭式▼◆。
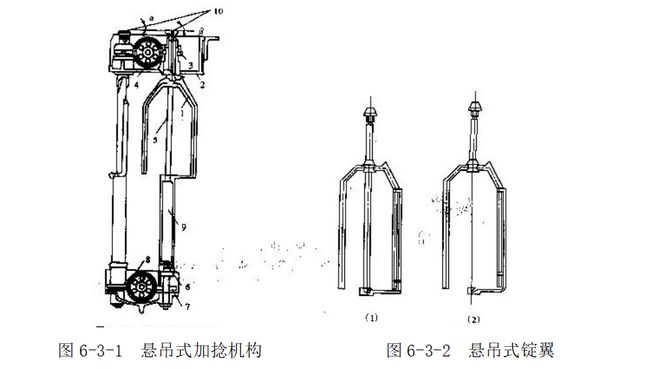
⒉压掌压纱力为了使粗纱正在卷绕流程中压掌叶3永远压向粗纱管1,压掌杆的离心力矩老是大于压掌叶的离心力矩。凭借两者对空心臂4的力矩差,压掌叶将粗纱压向纱管,使粗纱密切地绕正在筒管上。卷绕流程中,跟着粗纱卷绕直径2的逐层增补,压掌叶的离心力也逐步增大,压掌杆的离心力逐层减幼,故压掌叶对纱管的压力随卷绕直径的增补而减幼,如图6-3-5所示。压掌压纱力的这种转化◆▼●,使表里层粗纱直径被压扁的水准纷歧概,内层的压扁水准较表层的大◆,云云可避免正在卷绕表层粗纱时因压掌压力过大而将内层粗纱向卷装两头挤出的疵病◆◆●,但压纱力的转化将影响卷绕张力。

(2) 锭翼表型打算采用斜肩式,翼臂总长度缩短◆,臂上端刚度大●,弹性变形量幼。
⒊罗拉加压正在餍足握持力大于牵伸力的条件下,粗纱机的罗拉加压重要依据牵伸型式、罗拉速率、罗拉握持距及牵伸倍数、须条定量而定。罗拉速率速、隔距幼、定量重时重加压,反之则轻。纺化纤时▼,皮辊加压量应比纺棉时重20%~25%。
从表6-2-4中可知,因为四罗拉双短皮圈较三罗拉双短皮圈多一个拾掇区,使牵伸与会集隔离实行,主牵伸区的牵伸力相应减幼●◆,是以罗拉加压量较三罗拉双皮圈幼。为了适合较大的适纺限造,主牵伸区至后牵伸区的罗拉加压可分档调剂▼,并以差另表色块显示(见细纱加压机构)。
差别机型,其加捻机构差别,锭翼的开档和长度差别,如国产FA425型、FA468、FA491型粗纱机为悬锭式加捻机构,因该机构锭翼上部刚度较大,并为关闭式空心臂,是以卷装可达φ150×400(mm) ,国产A454C型、A456G型粗纱机为竖锭式加捻机构,其卷装步地相应幼些,阔别为φ128×320(mm)、φ135×320(mm)。美国ROVEMATLC764 型粗纱机采用关闭式加捻机构▼●●,其卷装可达φ178×356(mm)▼。
正在图(1)中,锭翼10由上部锭翼罩壳7内的螺旋齿轮6和动弹轴9传动。压掌11位于空心臂的中部。导向轴1和锭套筒14阔别由螺旋齿轮2和5传动。锭套筒14表衣纱管13,内侧通过双键12与锭子相连,并发动锭子同向展转。锭子为空心,其顶部紧固一塑料六角形正齿轮以支承筒管,使其随锭子沿途运动◆。
缩幼浮游区长度,可能节减未被限定的短纤维数目,使皮圈钳口的摩擦力界向前钳口扩展▼▼,使纤维变速点向前钳口会集●●,有利于改良粗纱条干●●▼,但浮游区过短◆◆◆,会惹起牵伸力增大而与前罗拉握持力不相适合,反晦气于粗纱条干◆◆,是以弹簧摆动销双皮圈牵伸的浮游区长度凡是限定正在15~17mm,纺中长时●●,可增至20~22mm,正在不碰会集器的条件下以偏幼为宜。正在D型牵伸中,会集器移到了拾掇区,则浮游区长度可较幼些●◆●。后区为单纯罗拉牵伸,故采用重加压、大隔距的工艺办法 。
粗纱机的牵伸工艺参数应依据牵伸流程中牵伸力与握持力相适合的条件及所纺种类、操纵原料的整体处境实行整体分解、圆活把握◆。
粗纱机的牵伸工艺参数重要席卷牵伸倍数及其分拨、粗纱定量、罗拉握持距、罗拉加压、原始隔距、会集器口径等,现分述如下。
⒈粗纱定量和牵伸倍数粗纱机的牵伸倍数凭借细纱线密度、细纱机的牵伸才具、熟条及粗纱定量、粗纱机的牵伸型式而定◆。因为目前细纱机的牵伸才具的降低,粗纱趋于重定量,但正在双皮圈牵伸中,粗纱定量过重●,往往因中上罗拉打滑使上下皮圈间速率差别较大而形成皮圈间须条松散或分层景色,是以,双皮圈牵伸型式不宜纺定量过重的粗纱,凡是粗纱定量正在2.5~6g/10mm之间为宜。因为化纤正在牵伸流程中的牵伸力大,粗纱定量和牵伸倍数应比纺棉时适应减轻和减幼,粗纱定量凡是以3~5g/10m为宜,牵伸倍数凡是限定正在10倍以下。正在细纱牵伸才具较高时,粗纱机可设备较低的牵伸倍数以利于成纱质料◆◆。
(3) 锭翼表表涂有极腻滑的迥殊涂层,以节减气氛摩擦阻力◆▼,并防守粘挂纤维。
因为前牵伸区有双皮圈及弹性钳口,对纤维的运动限定精良,是以牵伸倍数重要由前牵伸区经受,尔后区牵伸倍数不宜过大▼,凡是为1.12~1.48倍●▼◆,平淡处境下以偏幼为宜。当喂入棉条定量过重时,为防守须条正在前区形成分层景色,后区可采用较大的牵伸倍数◆●。纺化纤时◆●,为了防守出硬头或条干恶化,后区牵伸倍数可稍大,以使后区牵伸力与握持力相适合。四罗拉双皮圈牵伸较三罗拉双皮圈牵伸的后区牵伸倍数可略大少许▼。
两种传动方法各有利弊,锭翼传动不才方时◆●●,生头对比容易,且锭翼传动轴与锭子传动轴正在统一箱体(龙筋)内▼●▼,车上机构较为简捷;锭翼传动轴位与上方时,上龙筋位于锭翼与前罗拉之间,阻隔了锭翼高速时所因起的气流对纱条的骚扰,节减了纱条飞舞和飞花,且爆发断头时,须条堆落正在龙筋上不会因飘头而形成相邻锭子断头。
⒋皮圈原始钳口和上销弹簧开始压力原始钳口是弹性钳口上、下销之间的最幼隔断,其巨细凭借粗纱定量以差别规格的隔距块来确定,见表6-2-5▼【技巧连载】《纺纱学》— 粗纱 -2。
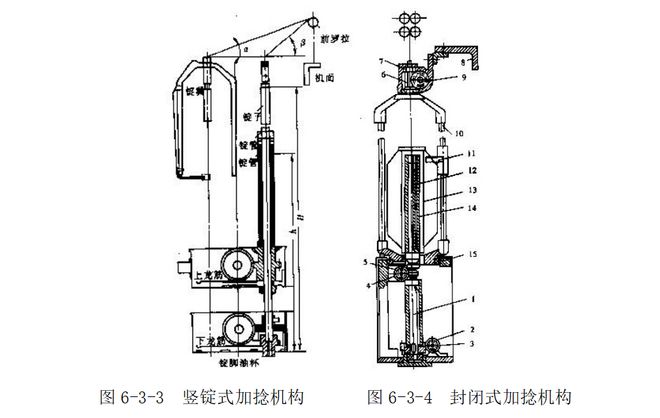
今世粗纱机多采用悬吊式加捻机构,如图6-3-1所示◆●▼。锭翼1与锭杆5合为一组合件●◆▼,以轴承固装于上方的固定龙筋2上,变成悬吊锭翼。锭翼顶端螺旋齿轮3由长轴齿轮或齿形带直接传动,锭杆从上部插入筒管9内以宁静筒管的上部。筒管固定不才部支承6上,通过长轴齿轮8发动筒管齿轮7而展转◆,并随起落龙筋沿途作起落运动。锭翼1又称为锭壳,由空心臂、实心臂和压掌构成。空心臂是启发粗纱的通道◆●,实心臂起均衡用意。压掌由压掌杆、压掌叶、上圆环和下圆环构成,上、下圆环套正在空心臂上,可正在必定限造内绕空心臂动弹。前罗拉吐出的须条11自锭翼上端顶孔穿入,从侧孔引出后,再穿入空心臂。自空心臂引出的粗纱正在压掌上绕2~3圈后经压掌叶上的导纱孔卷绕正在筒管上◆◆●。
Copyright © 2022 广东K8天生赢家一触发,k8凯发国际官方入口,凯发官网入口首页电气有限公司 版权所有 粤 ICP 备 2021129116 号 XML地图
 扫一扫咨询微信客服
扫一扫咨询微信客服服务热线